PARKER PROCESSING VIET NAM CO., LTD

 カム、シャフト、ピストン、ピンあるいは各種歯車や切削工具の様な金属製機械部品では、部品全体としては強靭性が要求される一方、摩擦を受ける部分には高レベルの耐摩耗性が要求されます。この様な強靭性と耐摩耗性を兼ね備えた機械部品を得る方法として、強靭な鋼材を使用し、耐摩耗性の要求される部分だけを浸炭・窒化処理して硬質化する方法があります。この場合、硬質化すべき部分以外は窒化防止剤を使用して強靭性を保つ方法が多く採用されています。
カム、シャフト、ピストン、ピンあるいは各種歯車や切削工具の様な金属製機械部品では、部品全体としては強靭性が要求される一方、摩擦を受ける部分には高レベルの耐摩耗性が要求されます。この様な強靭性と耐摩耗性を兼ね備えた機械部品を得る方法として、強靭な鋼材を使用し、耐摩耗性の要求される部分だけを浸炭・窒化処理して硬質化する方法があります。この場合、硬質化すべき部分以外は窒化防止剤を使用して強靭性を保つ方法が多く採用されています。
また、窒化後に機械加工が必要な場合、防窒化剤を塗布する事で窒化層(化合物層)の生成を抑制し、防窒化部は硬度が低い事で機械加工工程での刃具の耐久性を向上させる事も可能です。
窒化部と防窒化部の比較:
材質:S45C
処理:ガス軟窒化 570℃×2.5H
|
表面 硬度 HV0.1kg |
化合物層 厚さ μm |
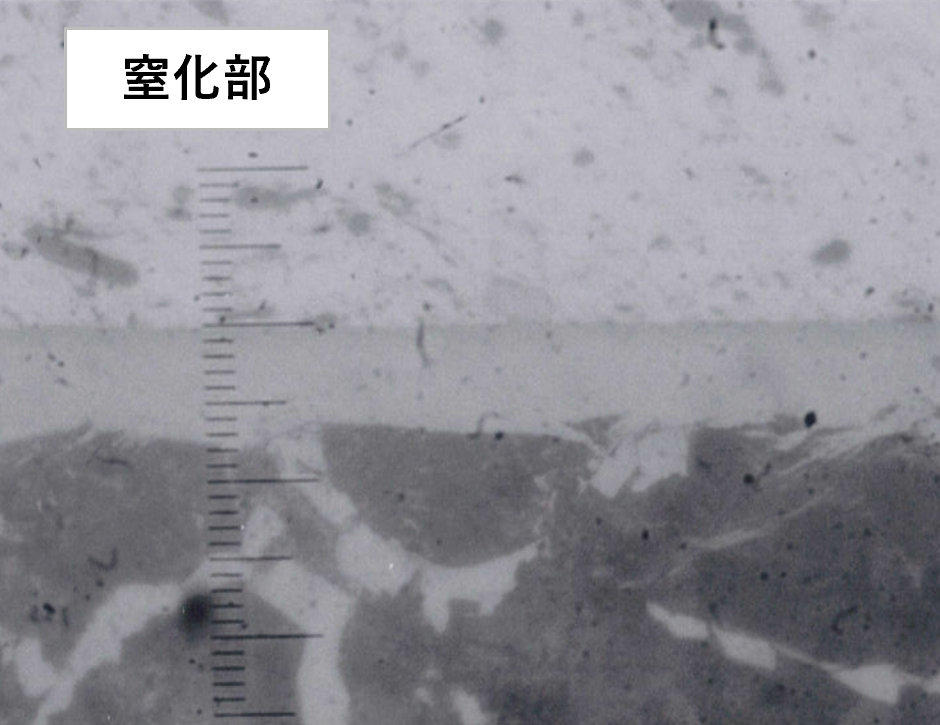
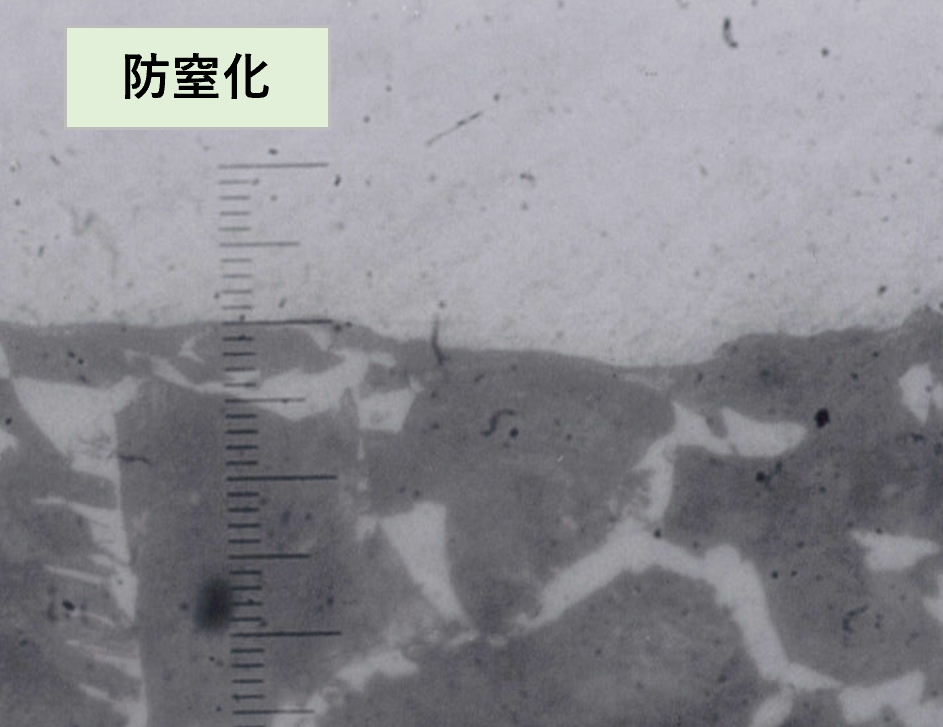
断面写真(×400) |
||
|
|
|
|||
| 窒化部 | 739 | 15 | ||
| 防窒化部 | 277 | 0 | ||
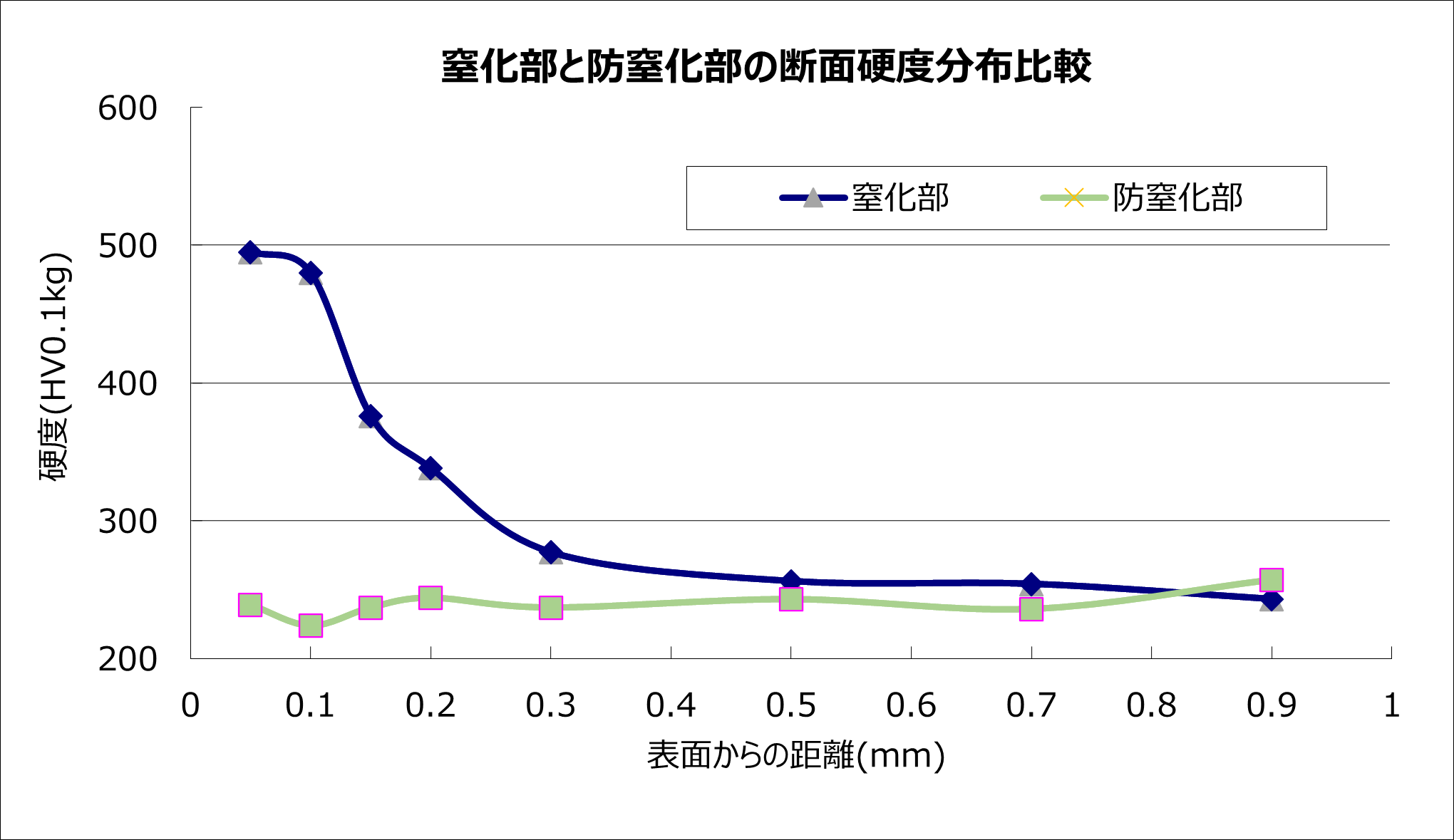
窒化部と防窒化部の断面硬度分布比較:
| 表面からの距離(mm) | 0.1 | 0.1 | 0.2 | 0.2 | 0.3 | 0.5 | 0.7 | 0.9 | ||
| 窒化部 | 495 | 480 | 376 | 338 | 277 | 256 | 254 | 243 | ||
| 防窒化部 | 239 | 224 | 237 | 244 | 237 | 243 | 236 | 257 | ||
* 考察(窒化防止について)
ほぼ完全に窒化防止ができております。顕微鏡組織写真、断面硬度分布からも、窒素の拡散による変化は認められません。
* 考察(非調質材組織について)
写真をご覧いただくと、不鮮明ではありますが、薄い灰色の部位はほとんどパーライトで占められており、粒界の白い部位がフェライトとなります。視野を変えて内部組織を観察しましたが、偏析などは認められず、均一な組織であると判断します。