PARKER PROCESSING VIET NAM CO., LTD

 Metal mechanical parts such as cams, shafts, pistons, pins, gears or cutting tool parts, in general, are required durability, on the other side, the areas subject to friction also are required a high level of abrasion resistance. Using durable steel materials and only hardening the areas that subject to friction with carburizing and nitriding treatment is a method to achieve both durability and abrasion resistance. In this case, most areas that do not need hardening will be treated with a masking material to ensure durability.
Metal mechanical parts such as cams, shafts, pistons, pins, gears or cutting tool parts, in general, are required durability, on the other side, the areas subject to friction also are required a high level of abrasion resistance. Using durable steel materials and only hardening the areas that subject to friction with carburizing and nitriding treatment is a method to achieve both durability and abrasion resistance. In this case, most areas that do not need hardening will be treated with a masking material to ensure durability.
Furthermore, in cases where mechanical processing is required after nitriding, because of masking material coating, it is possible to prevent the formation of a nitriding layer. The masking area has low hardness, so it can improve the durability of the blade for mechanical processing.
Comparison between nitriding area and anti-nitriding area
Material: S45C
Treatment: Gas nitriding treatment at 570oC x 2.5h
|
Surface hardness HV0.1kg |
Compound layer μm |
Cross-sectional photo (x400) | ||
| Nitriding area | 739 | 15 | 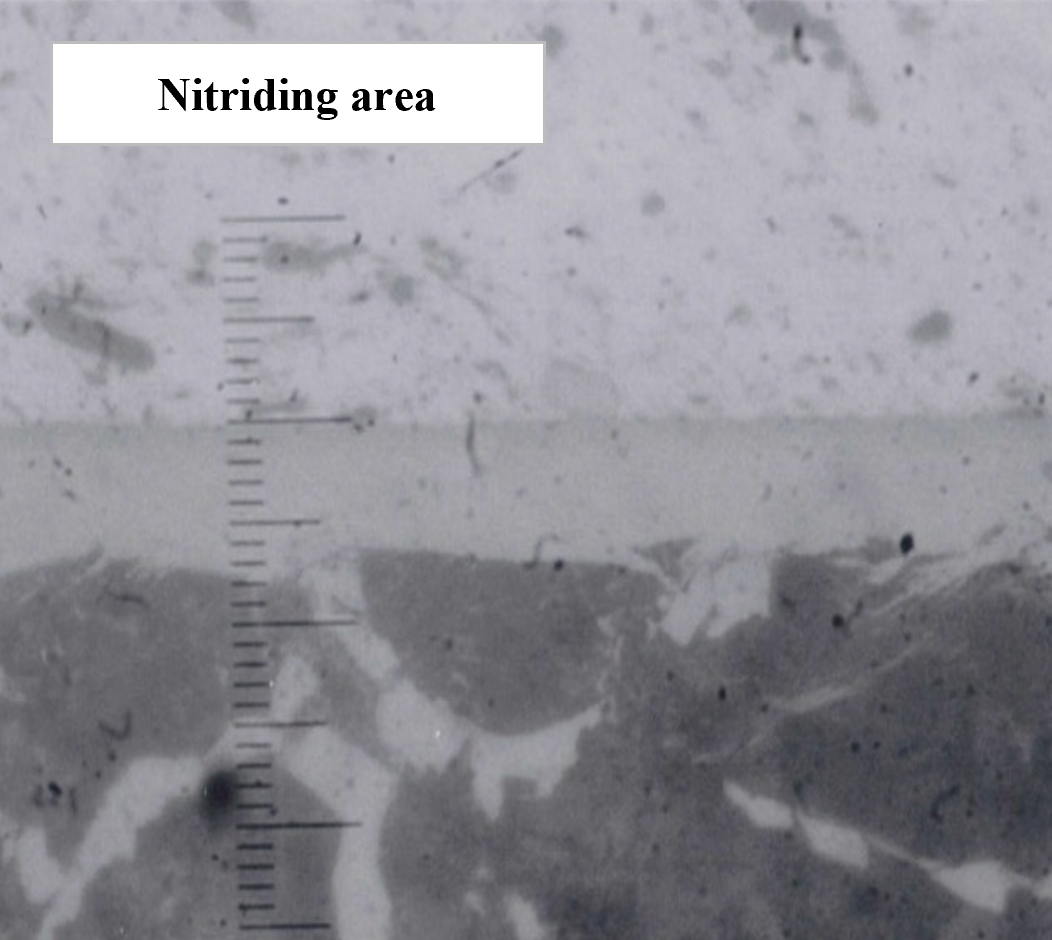 |
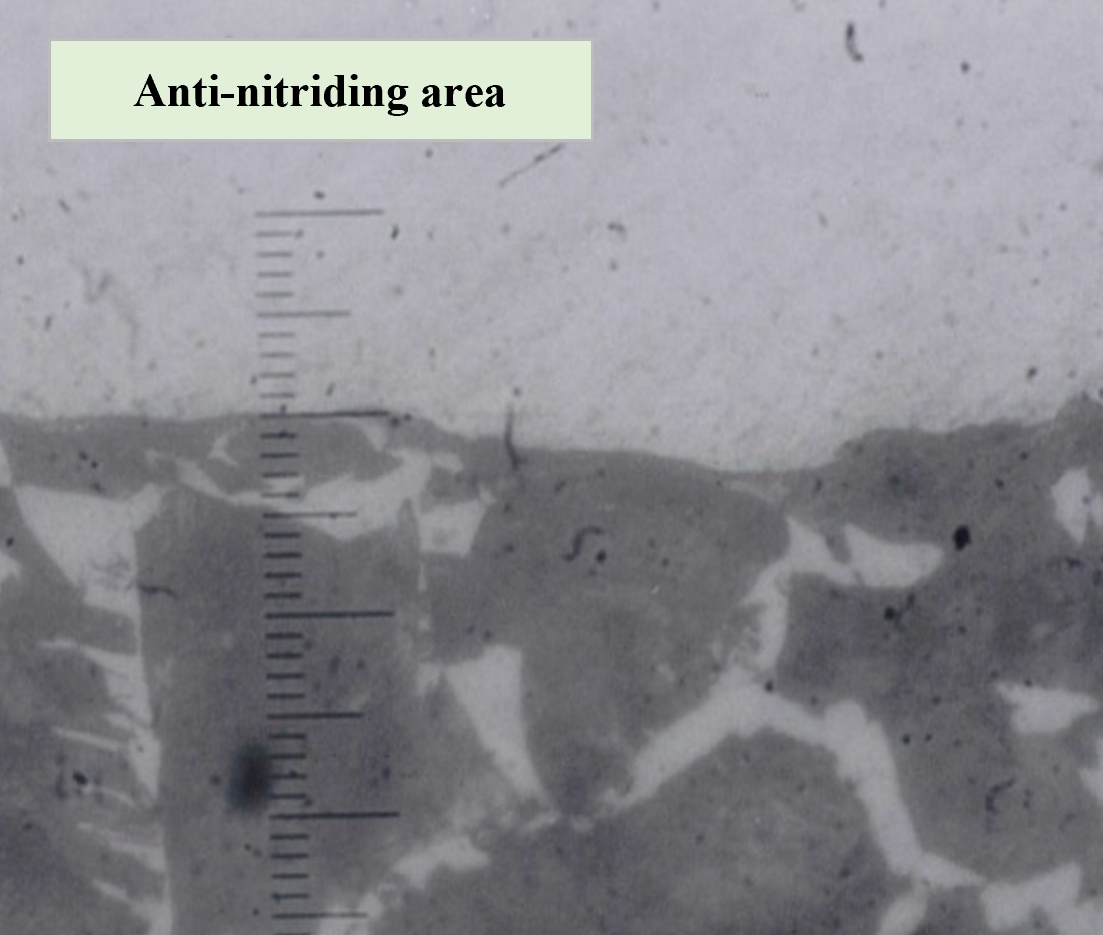 |
| Anti-nitriding area | 277 | 0 | ||
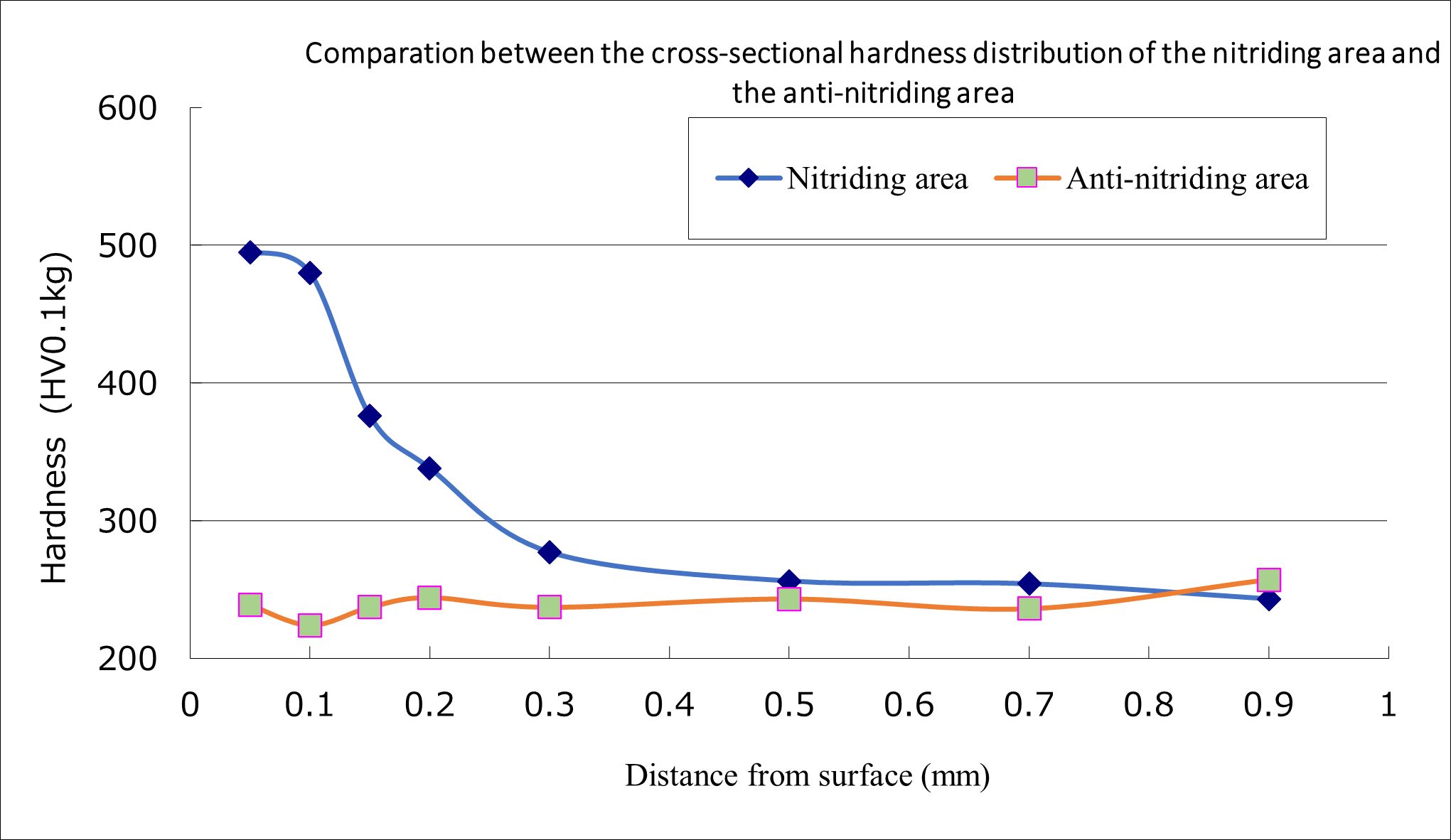
Comparation between the cross-sectional hardness distribution of the nitriding area and the anti-nitriding area
| Distance from surface (mm) | 0.05 | 0.1 | 0.15 | 0.2 | 0.3 | 0.5 | 0.7 | 0.9 |
| Nitriding area | 495 | 480 | 376 | 338 | 277 | 256 | 254 | 243 |
| Anti-nitriding area | 239 | 224 | 237 | 244 | 237 | 243 | 236 | 257 |
| Reference (about anti-nitriding) |
| Nitrogen absorbentation is almost completely prevented. |
| No changes due to nitrogen diffusion were observed from the microscopic images and cross-sectional hardness distribution. |
| Reference (on the structure of untempered materials) |
| Looking at the photo, the structure may not be clear, however, at the pale ash color, most of the pearlite is present, and the white areas at the grain boundaries will be ferrite. |
| We observed the internal organization by changing the vision but did not observe segregation and we concluded that the organization was homogeneous. |


